




巨泰机床上门安装-深孔刮削滚光机床定制厂家-深孔刮削滚光机床
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇(德尔利工业园内)
主营:深孔加工刀具,辅具有:标准深孔钻头,深孔镗头 ,滚压头 ,镗
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
巨泰机床上门安装-深孔刮削滚光机床定制厂家-深孔刮削滚光机床
德州深孔钻镗床,双轴数控深孔枪钻多少钱,德州深孔刀具品牌
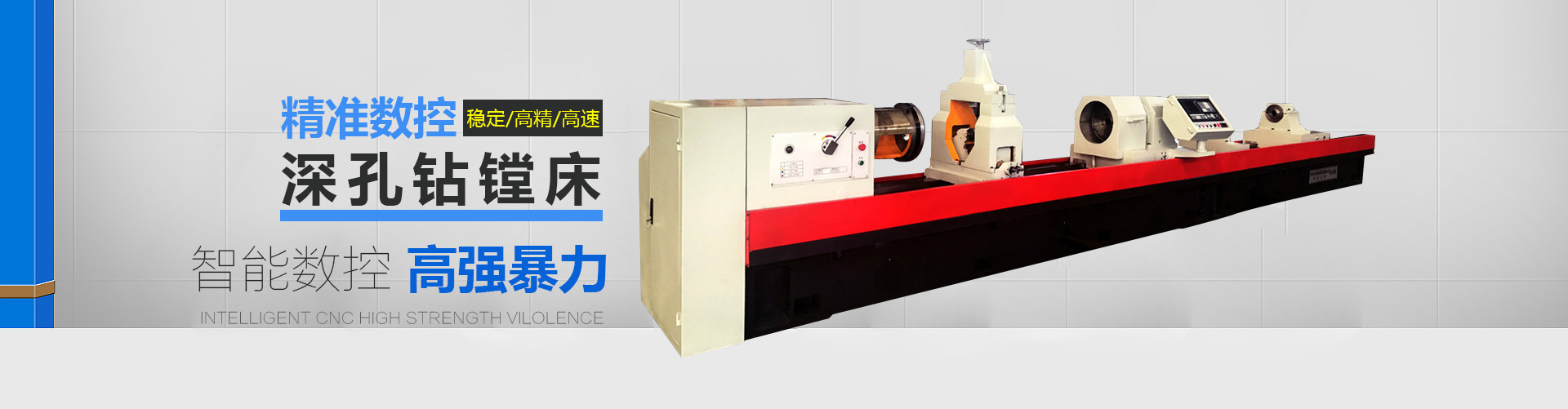
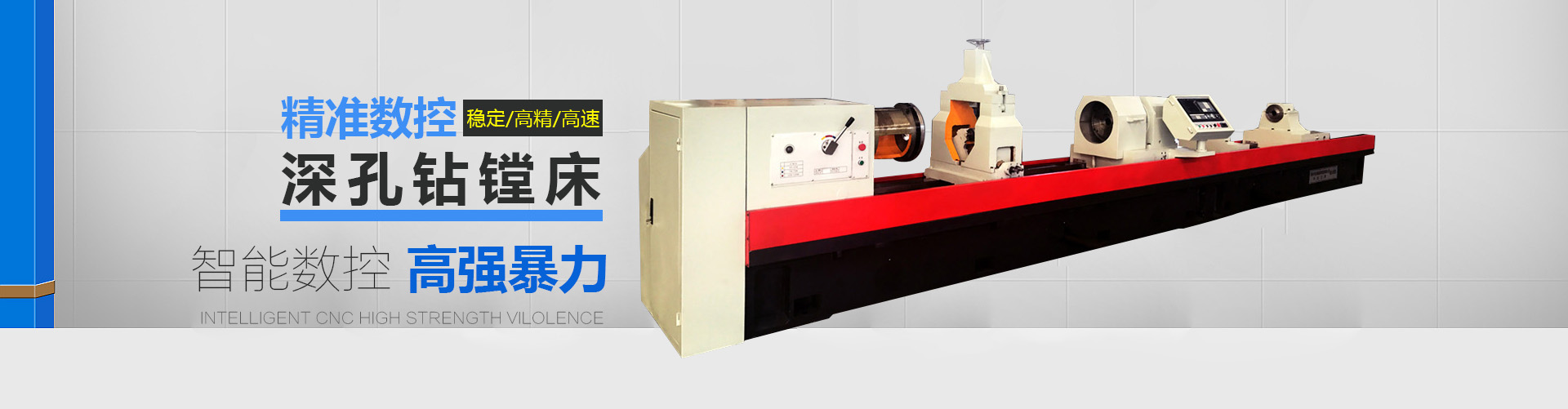
重型深孔刮削滚光机床是一种用于金属加工和表面处理的重要设备,以下是关于它的一些知识介绍:
一、工作原理:
该机床利用刮削和滚光的原理,通过数控系统控制刮削刀具和滚光头的运动,对工件表面进行加工。刮削刀具去除工件表面的不平整部分、毛刺、瑕疵等,滚光头则对表面进行滚压,使表面更加光滑、平整,提高表面质量和精度。
在加工过程中,通常采用工件不动、刀具旋转并沿轴向进给的方式。根据具体的加工要求,也可以选择工件旋转、刀具作相应运动的工作方式。
二、结构组成:
1、床身:是机床的基础部件,一般采用铸铁制造,具有较高的刚性和稳定性,能够承受加工过程中的各种力和振动。床身导轨的精度和耐磨性对机床的加工精度和使用寿命至关重要。
2、主轴系统:包括主轴、轴承、传动装置等。主轴由电机驱动,为刀具提供旋转动力。主轴的精度和转速范围直接影响加工效果,通常采用交流伺服电机或变频电机,可以实现的转速控制。
3、进给系统:负责刀具的进给运动,使刀具能够在轴向和径向上准确地移动到加工位置。进给系统一般由伺服电机、滚珠丝杠、导轨等组成,具有较高的进给精度和重复定位精度。
4、刮削滚光刀具系统:这是机床的部件,刮削刀具和滚光头的形状、尺寸、材质等都根据不同的加工要求进行设计和选择。刀具的质量和性能直接影响加工的效率和质量。
5、液压系统:用于授油器的顶紧、工件的夹紧等操作,提供稳定的压力和动力。液压系统的性能和可靠性对加工过程的顺利进行和加工精度的保证具有重要作用。
6、排屑系统:由于加工过程中会产生大量的切屑,排屑系统负责将切屑及时排出机床,以保证加工区域的清洁和刀具的正常工作。排屑方式有前排屑、后排屑等,通常采用自动排屑装置,如螺旋排屑器、刮板排屑器等。
7、数控系统:是机床的控制中心,通过编程和设定参数,控制机床的各个运动轴、刀具的旋转和进给等动作,实现自动化加工。数控系统的性能和功能决定了机床的加工能力和灵活性。










重型数控刮削滚光机床日常维护要点如下:
一、清洁
每日清理机床表面灰尘、油污等。
定期清理内部切屑和油污,尤其是导轨、丝杠等部位,保持冷却系统清洁。
二、润滑
按要求对各润滑点加油,检查润滑系统,确保无泄漏。
三、刀具
定期检查刀具磨损,及时更换,保持清洁,正确安装调整。
四、电气
检查电气系统,包括电线、元件等,清洁电气柜,检查数控系统状态并备份数据。
五、精度
定期检查加工精度和各轴运动精度,及时校准调整。日常维护需严格按说明书操作,确保机床正常运行和加工质量。

检查重型数控刮削滚光机床的加工精度可以从以下几个方面进行:
1、尺寸精度检查:
使用量具如内径千分尺、游标卡尺等测量加工后的工件内孔直径、长度等尺寸参数,与设计要求的尺寸进行对比,确定尺寸偏差。
对于有较高精度要求的工件,可以使用三坐标测量仪等精密测量设备进行测量,以获得的尺寸数据。
2、形状精度检查:
圆度检查:使用圆度仪或在工件内孔圆周上多个位置测量直径,计算圆度误差。圆度误差应在允许的范围内,以保证工件的旋转精度和密封性。
直线度检查:对于较长的内孔,可以使用激光干涉仪或准直仪等设备检查内孔的直线度。将测量设备的光束沿内孔轴线方向投射,通过检测反射光的位置变化来确定直线度误差。
圆柱度检查:综合考虑内孔的圆度和直线度误差,计算圆柱度误差。圆柱度误差反映了内孔整体的形状精度。
3、表面粗糙度检查:
使用表面粗糙度仪对加工后的内孔表面进行测量,获取表面粗糙度参数值。常见的表面粗糙度参数有 Ra(轮廓算术平均偏差)、Rz(轮廓高度)等。
也可以通过目视检查和手感比较的方法,初步判断表面粗糙度是否符合要求。表面应光滑平整,无明显划痕、麻点等缺陷。


张丽媛先生
手机:18263061358


